

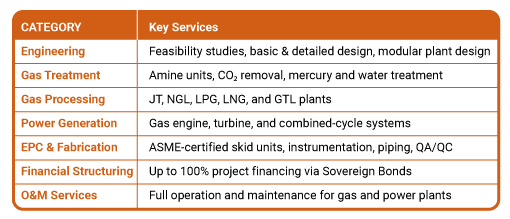
OUR CAPABILITIES
GAS TREATMENT
The natural gas in the oil and gas fields is accompanied by components that affect the quality of the gas and the environment, i.e. CO2, H2S, Metals, Water, among others. In this way when designing a plant to treat flare gas, it is necessary to design facilities and processes to remove these elements.
1.AMINE PLANTS
2. GAS DEHYDRATION PROCESS
3. MERCURY REMOVAL PROCESS
4.CO2 PLANTS
Amine is an organic compound derived from ammonia by replacement of one or more hydrogen atoms by organic groups. Amine Plants remove Carbon Dioxide (CO2) and/or Hydrogen Sulfide (H2S) from the gas stream by a chemical reaction with amine in the solvent solution. H2S is a colorless, flammable, extremely hazardous gas with a “rotten egg” smell and occurs naturally in crude petroleum and natural gas.
In a reversible reaction the Amine removes CO2 and/or H2S in the absorption section of the plant at high partial pressure and/or relatively ambient, low temperature. High temperature and low pressure in the regeneration section of the plant reverses the reaction so that the CO2 and/or H2S is released from the amine
AMINE PLANTS
GAS DEHYDRATION PROCESS
The purpose of the Gas Dehydration process is to remove dissolved water from wet saturated gas by contacting high concentrated ethylene-glycol (C2H6O2) or “glycol” solution. The rich glycol is then regenerated by atmospheric distillation in the glycol regeneration package.

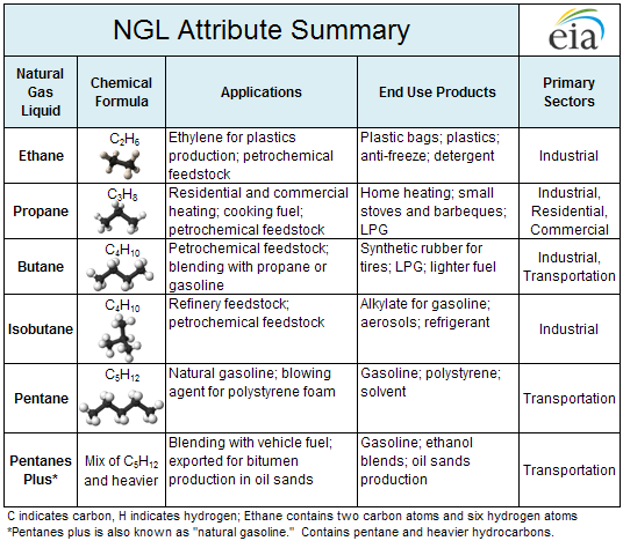
LPG PLANTS
Liquefied Petroleum Gas (LPG), also referred to as simply propane or butane, are flammable mixtures of hydrocarbon gases and are mainly used as fuel in heating appliances, cooking equipment, and vehicles.
Mechanical refrigeration is the typical method to remove hydrocarbons and generally results in 30-50% propane recovery, 60-70% butane recovery and 85%+ gasoline recovery.
Propane is used as a fuel gas, refrigerant (R290) and aerosol propellant.
Butane is mainly used for gasoline blending, fuel gas, or as a feedstock for the manufacture of ethylene and butadiene.
Isobutane is mainly used by refineries to enhance the octane content of motor gasoline.
Typical characteristics of a mechanical refrigeration LPG Plant includes some of the following:
- Used when deep ethane or deep propane recovery is not desirable or in remote locations where a liquid pipeline is not available
- Inexpensive compared to higher liquids recovery plants
- Uses ethylene glycol injection for hydrate inhibition, instead of more expensive molecular sieve system
- Limited pressure drop on the gas stream so no residual compression is needed
- Carbon steel metallurgy
- Has a higher calorific value than Refinery’s LPG and hence gives more value and better revenue
- Liquids are condensed out of the gas stream through the use of a propane or Freon refrigeration system. No turbo expander is used. No large change in the gas pressure is taken
- Often used for dew point control
- Vaporizes at atmospheric temperature and pressure
- Its homogeneous composition results in more efficient combustion
- No Impurities like H2S, carbon dioxide, traces of oxides of nitrogen = lower corrosion
- Customer-friendly fuel as it is easy to transport, store and use
MERCURY REMOVAL PROCESS
Traces of mercury (the chemical element of atomic number 80, a heavy silvery-white metal that is liquid at ordinary temperatures) have to be removed from natural gas and its associated condensate to prevent corrosion in aluminum equipment.
The removal of mercury in the gas-phase is done by:
- Adsorption on sulphur impregnated carbon or alumina carrier
- Molecular Sieve
- Sulphided Metal (Puraspec) mercury

LNG PLANTS
Liquefied Natural Gas (LNG) is a colorless and nontoxic gas that is produced when natural gas (predominantly Methane CH4) is refrigerated to temperatures around – 260°F (-162°C). Natural gas is liquefied for ease of storage and transportation to remote places where pipelines are not available. LNG occupies a volume 600 times less than the natural gas in gaseous state. To ensure a successful liquefaction process, the natural gas is pre-treated to remove CO2, H2S, and H2O and is then refrigerated to the liquefaction temperature and is ready to store and/or transport.
REFRIGERATION BY MCR
The Micro Carbon Residue (MCR) cycle is designed to minimize compression power and is optimized by using a specific refrigerant mixture for a customized plant design. This refrigerant mixture can be compressed to meet the refrigeration requirements.
CRYOSYS an associated company has developed a proprietary MCR process which is contained in a perlite filled Cold-Box. This Cold-Box includes the main MCR exchanger, a brazed aluminum heat exchanger for optimal heat transfer, and the flash separation vessels.
This design also incorporates a secondary LNG containment vessel in the unexpected event of an internal leak. The CRYOSYS Cold-Box design is best in class due to the very tight approach temperature and the brazed design which serves to minimize required MR compression.
Natural Gas Liquids (NGL) can be removed and recovered from rich natural gas through a variety of process. Refrigerated Cryogenic Plants are designed to operate in High Propane and Ethane recovery or rejection mode. The products from the plant will be a pipeline-quality residue gas and a Y-Grade liquid product.
With straight refrigeration technology, the benefits for the customer include low capital and operating expenditures, CAPEX/OPEX, a broad range of applicability, early production capabilities but limited NGL recovery. Expander technology offers superior NGL recovery potential but higher CAPEX/OPEX and a longer time to initial operation due to the long lead time of such specialty equipment as the turbo expander and brazed aluminum heat exchangers.
HIGH ETHANE RECOVERY
This plant design depends largely on the liquid content of the gas <4.25 GPM – cryogenic turbo expander alone >4.25 GPM – turbo expander supplemented with external refrigeration. The low temperatures required to produce high ethane recoveries demand the use of stainless steel and brazed aluminum heat exchangers in customized configurations.
HIGH PROPANE RECOVERY
1. Propane Recovery Process, Ortloff License
2. Single Column Overhead Recovery (SCORE)
3. Propane Recovery 97-99%, while rejecting ethane
4. Selection of Technology used in areas of no ethane markets
RSV PROCESS
1. Ethane & Propane Recovery Process, Ortloff License
2. RSV (Recycle Split Vapor), Ethane Recovery 97-99%
3. Propane Recovery 97-99%, Tolerate increase CO2 inlet
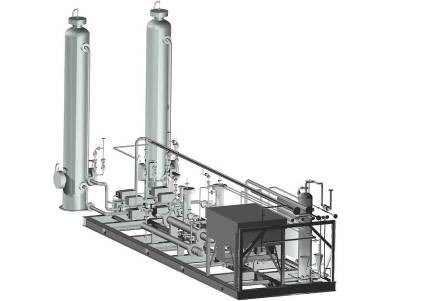
JT PLANTS
Our Joule-Thomson (JT) plants prepare gas for pipeline transmission by removing hydrocarbon liquids that provide an additional revenue stream. Employing the Joule-Thomson effect, named for the men who discovered it in 1854, the JT Plant is a self-refrigeration system that uses a drop in gas pressure, which allows the gas to expand and create a cooling effect. The unit condenses heavy hydrocarbons out of the gas to meet required gas pipeline specifications. Excess liquids that may condense and cause problems in transmission are recovered and stored for fractionation into sellable hydrocarbon components. The heavier the hydrocarbons contained in the gas, the higher the GPM value.
ESCOL AND THEIR ASSOCIATES
Provides JT Plants that meet customer requirements, as well as industry codes and standards. Our plants consist of high quality insulation to minimize the loss of energy, gas to liquid & gas to gas heat-exchangers ensuring removal of liquid hydrocarbon, cold separator, positive displacement pump for methanol injection, high quality valves and instrumentation (pressure & temperature controls and indicators, liquid level control and pressure safety valves), making our plants efficient while complying 100% with our customers expectations.
TECHNOLOGY – BASIC CONFIGURATION
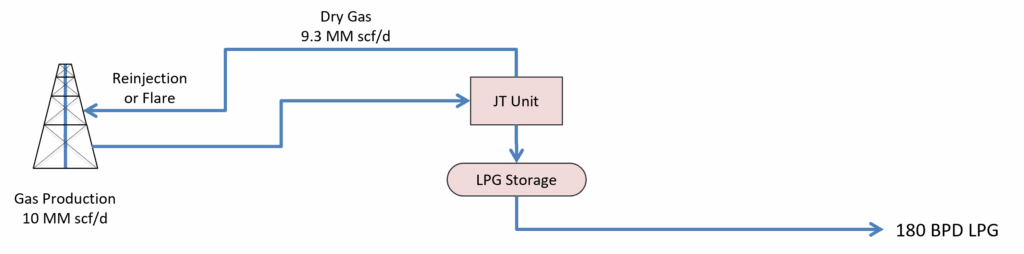
1.For remote wells for which power generation is not economically feasible, ESCOL will install its JT Units to at least recover the liquids before flaring or re-injection
2. The JT Units are named after the Joule-Thompson effect which causes rapidly expanding gas to cool down
3. The Units are manufactured by ESCOL who has supplied these Units for 15 years
4. JT Units are skid-mounted, “Portable, Scalable and Stackable”, so operations can be adjusted and optimized to fit declining gas production over the life of the wells
5. Patents have been filed for key features of the process
BASIC POWER GENERATION: FROM FUELS TO ELECTRICITY
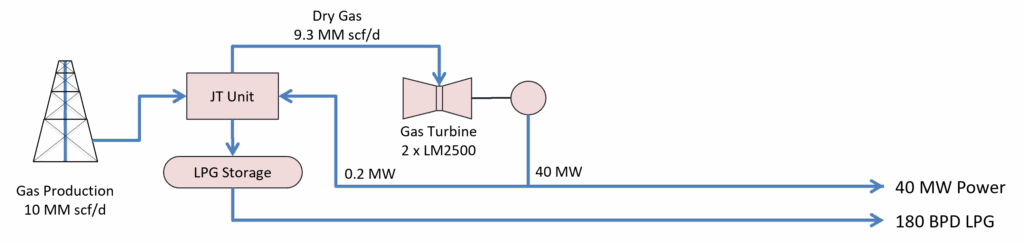
1. If power can be economically transported to a nearby market, ESCOL will add power generation to the gas processing facility
2. Depending on size, load cycles and grid stability factors, the optimal solution can range from gas engine gen-sets to a single large industrial gas turbine installation
3. ESCOL is technology neutral and will select the equipment that best meets the site-specific requirements
4. Integration of gas processing with power generation will produce economies of scale and reduce unit operating costs
COMBINED CYCLE GENERATION, OR LNG, NGL, GLP, GTL PLANTS
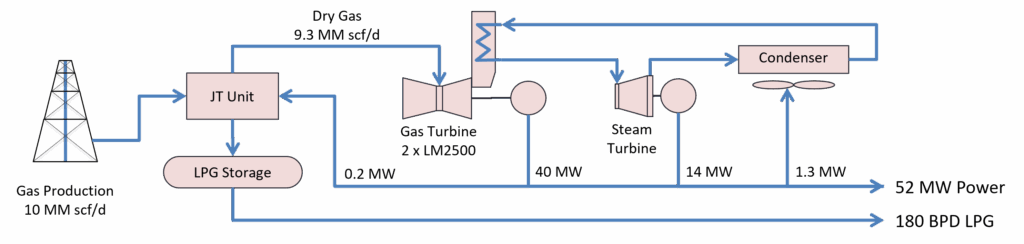
1. For locations where water availability is sufficient for make-up boiler feed water and cooling water, combined cycle plants are likely to offer the most attractive economics
2. Other process like LNG, NGL, LPG, GTL Plants also can be put to use the gas
3. Given the general scarcity of water in the region, the optimal solution is likely to be the use of a closed cooling system (air-cooled condensers)
4. Larger, more complex plants are also likely to be optimal for locations where gas from several wells can be economically combined through a gathering system
LPG PLANTS
Liquefied Petroleum Gas (LPG), also referred to as simply propane or butane, are flammable mixtures of hydrocarbon gases and are mainly used as fuel in heating appliances, cooking equipment, and vehicles.
Mechanical refrigeration is the typical method to remove hydrocarbons and generally results in 30-50% propane recovery, 60-70% butane recovery and 85%+ gasoline recovery.
Propane is used as a fuel gas, refrigerant (R290) and aerosol propellant.
Butane is mainly used for gasoline blending, fuel gas, or as a feedstock for the manufacture of ethylene and butadiene.
Isobutane is mainly used by refineries to enhance the octane content of motor gasoline.
Typical characteristics of a mechanical refrigeration LPG Plant includes some of the following:
- Used when deep ethane or deep propane recovery is not desirable or in remote locations where a liquid pipeline is not available
- Inexpensive compared to higher liquids recovery plants
- Uses ethylene glycol injection for hydrate inhibition, instead of more expensive molecular sieve system
- Limited pressure drop on the gas stream so no residual compression is needed
- Carbon steel metallurgy
- Has a higher calorific value than Refinery’s LPG and hence gives more value and better revenue
- Liquids are condensed out of the gas stream through the use of a propane or Freon refrigeration system. No turbo expander is used. No large change in the gas pressure is taken
- Often used for dew point control
- Vaporizes at atmospheric temperature and pressure
- Its homogeneous composition results in more efficient combustion
- No Impurities like H2S, carbon dioxide, traces of oxides of nitrogen = lower corrosion
- Customer-friendly fuel as it is easy to transport, store and use
Location
Colombia – EE.UU – Dubai
Nigeria – Mexico – España
Contact us
+57 311 5213183
edgara@tol-lp.com